
技術(shù)文章
Technical articles 熱門(mén)搜索:
P760/01_2760nm單模垂直腔面發(fā)射激光器
VCSEL-20-M激光控制驅(qū)動(dòng)器
ZNSP25.4-1IR拋光硫化鋅(ZnS)多光譜(透明)窗片 0.37-13.5um 25.4X1.0mm(晶體/棱鏡
HB-C0BFAS0832x4 QPSK C波段相干混頻器(信號(hào)解調(diào)/鎖相放大器等)
Frequad-W-CW DUV 單頻連續(xù)激光器 213nm 10mW Frequad-W
ER40-6/125截止波長(zhǎng)1300nm 高摻雜EDF摻鉺光纖
GD5210Y-2-2-TO46905nm 硅雪崩光電二極管 400-1100nm
SNA-4-FC-UPC日本精工法蘭FC/UPC(連接器/光纖束/光纜)
WISTSense Point 緊湊型高精度光纖傳感器解調(diào)儀(信號(hào)解調(diào)/鎖相放大器等)
CO2激光光譜分析儀
1030nm超短脈沖種子激光器PS-PSL-1030
FLEX-BF裸光纖研磨機(jī)
NANOFIBER-400-9-SA干涉型單模微納光纖傳感器 1270-2000nm
高能激光光譜光束組合的光柵 (色散勻化片)
350-2000nm 1倍紅外觀察鏡
S+C+L波段 160nm可調(diào)諧帶通濾波器
熱門(mén)搜索:
P760/01_2760nm單模垂直腔面發(fā)射激光器
VCSEL-20-M激光控制驅(qū)動(dòng)器
ZNSP25.4-1IR拋光硫化鋅(ZnS)多光譜(透明)窗片 0.37-13.5um 25.4X1.0mm(晶體/棱鏡
HB-C0BFAS0832x4 QPSK C波段相干混頻器(信號(hào)解調(diào)/鎖相放大器等)
Frequad-W-CW DUV 單頻連續(xù)激光器 213nm 10mW Frequad-W
ER40-6/125截止波長(zhǎng)1300nm 高摻雜EDF摻鉺光纖
GD5210Y-2-2-TO46905nm 硅雪崩光電二極管 400-1100nm
SNA-4-FC-UPC日本精工法蘭FC/UPC(連接器/光纖束/光纜)
WISTSense Point 緊湊型高精度光纖傳感器解調(diào)儀(信號(hào)解調(diào)/鎖相放大器等)
CO2激光光譜分析儀
1030nm超短脈沖種子激光器PS-PSL-1030
FLEX-BF裸光纖研磨機(jī)
NANOFIBER-400-9-SA干涉型單模微納光纖傳感器 1270-2000nm
高能激光光譜光束組合的光柵 (色散勻化片)
350-2000nm 1倍紅外觀察鏡
S+C+L波段 160nm可調(diào)諧帶通濾波器
 更新時(shí)間:2025-11-26
更新時(shí)間:2025-11-26 點(diǎn)擊次數(shù):15
點(diǎn)擊次數(shù):15
一、研究背景
單晶金剛石因其高硬度、高導(dǎo)熱性和低熱膨脹系數(shù)等特性,在紫外(~225 nm)到太赫茲(THz)頻率,甚至微波區(qū)域(~8000 μm),具有低群速度色散和高透過(guò)率,廣泛應(yīng)用于航空航天、生物醫(yī)學(xué)、集成光子學(xué)器件 、精密光學(xué)元件組 、微機(jī)電系統(tǒng)等領(lǐng)域。金剛石表面微納結(jié)構(gòu)的高效率、高精度制備,成為制約金剛石功能器件商業(yè)應(yīng)用的關(guān)鍵問(wèn)題。
超快激光因其超高的峰值功率,可以精準(zhǔn)控制材料的光能吸收,具有加工精度高、熱效應(yīng)小、環(huán)境要求低等優(yōu)勢(shì),是加工金剛石微結(jié)構(gòu)的理想工具。采用常規(guī)激光加工技術(shù),可以在一定程度上加工出特定形狀的微結(jié)構(gòu),但都無(wú)法實(shí)現(xiàn)快速高效制備,無(wú)法滿(mǎn)足工業(yè)化的要求。超快激光并行加工通過(guò)光場(chǎng)調(diào)控將單光束激光分成多光束,同時(shí)聚焦于材料表面或內(nèi)部完成加工過(guò)程,優(yōu)化精度的同時(shí)可大幅提高加工效率。
二、創(chuàng)新工作
中國(guó)科學(xué)院上海光學(xué)精密機(jī)械研究所趙全忠研究員課題組利用空間光調(diào)制器(SLM)對(duì)飛秒激光光束進(jìn)行5×5陣列分光,實(shí)現(xiàn)了圓柱、球形、金字塔、圓錐等三維陣列結(jié)構(gòu)的高精度、高效率加工。
單晶金剛石多焦點(diǎn)陣列超快激光并行加工實(shí)驗(yàn)裝置如圖1所示。飛秒激光器發(fā)出的線偏振激光脈沖,經(jīng)SLM相位調(diào)制后被整形成5×5的陣列光束,然后通過(guò)4f系統(tǒng)和顯微物鏡聚焦于樣品表面用于加工。

圖1 超快激光多焦點(diǎn)并行加工實(shí)驗(yàn)裝置示意圖
與3D打印技術(shù)相反,飛秒激光通過(guò)逐層刻蝕完成對(duì)單晶金剛石表面的三維雕刻。實(shí)驗(yàn)采用不同分層間距加工出的單體球狀結(jié)構(gòu)如圖2所示,隨著分層間距的減小,分層結(jié)構(gòu)逐漸退化,當(dāng)分層間距達(dá)到0.25 μm時(shí),金剛石表面呈現(xiàn)出較的球狀形狀[圖2(c)],其粗糙度低于0.16 μm。
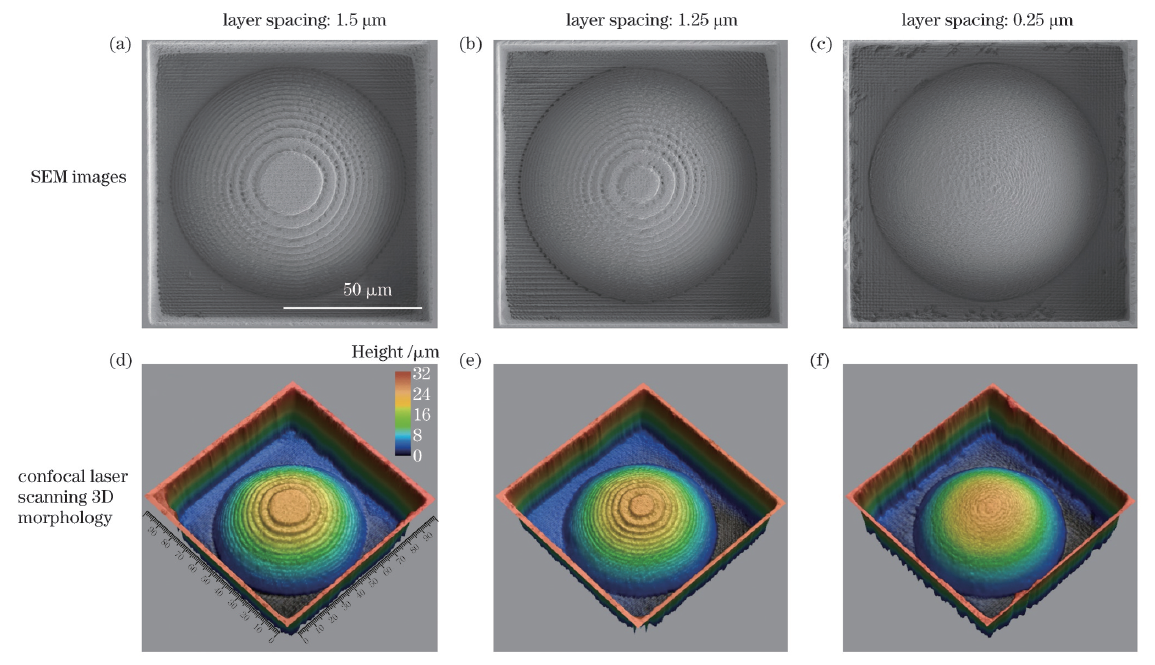
圖2 不同分層間距加工的金剛石球狀微結(jié)構(gòu)SEM圖及激光共聚焦掃描三維圖
采用SLM整形的5×5多焦點(diǎn)光束陣列并行加工單晶金剛石,加工的陣列結(jié)構(gòu)包括圓柱、球狀、金字塔和圓錐,加工后的樣品俯視和斜視圖如圖3所示,加工出的單體尺寸在100 μm×100 μm左右,其中圓柱、金字塔和圓錐的深度尺寸為100 μm,球狀結(jié)構(gòu)的深度為25 μm。從圖中可以看出,盡管錐度是激光加工過(guò)程中不可避免的問(wèn)題,然而該實(shí)驗(yàn)采用的多焦點(diǎn)激光并行加工出結(jié)構(gòu)中,單個(gè)圓柱頂部和底部的直徑差均保持在2 μm以?xún)?nèi)。
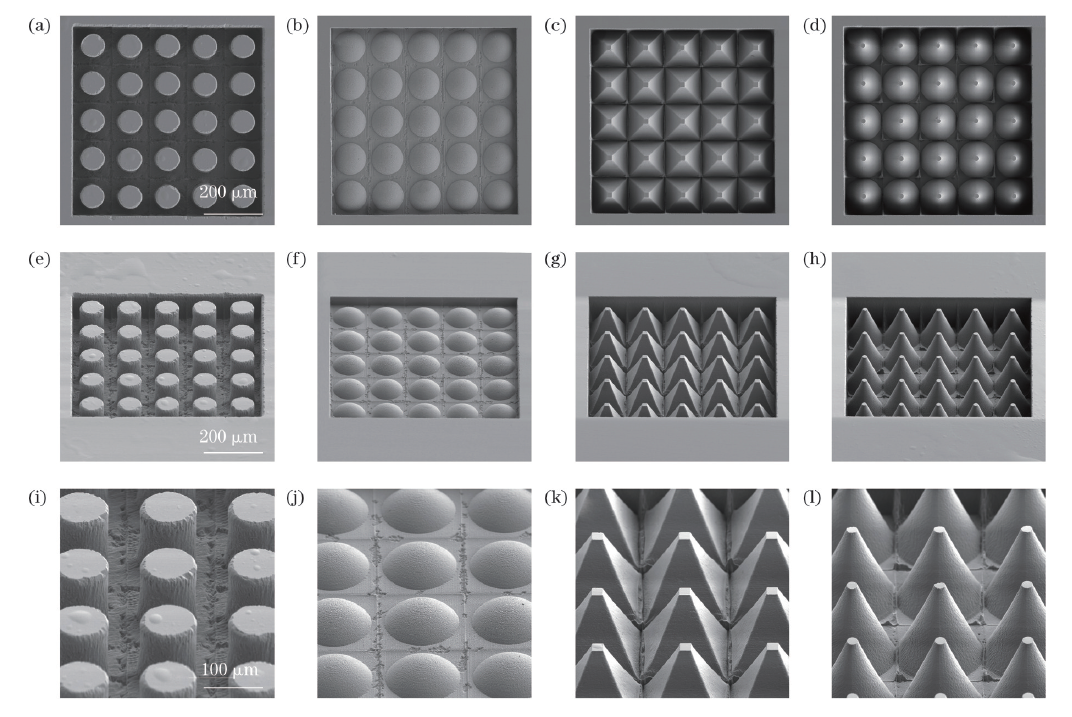
圖3 多焦點(diǎn)光束在金剛石表面加工不同結(jié)構(gòu)陣列的SEM圖。(a)(e)(i)圓柱陣列;(b)(f)(j)球狀陣列;(c)(g)(k)金字塔形陣列;(d)(h)(l)圓錐陣列;(a)~(d)俯視圖;(e)~(h)50°斜視圖;(i)~(l)50°斜視局部放大圖
圖4為單晶金剛石超快激光加工前后的拉曼光譜,加工后的拉曼光譜圖中石墨G帶沒(méi)有明顯的變化,這表明超快激光加工并沒(méi)有改變單晶金剛石本身物性,這對(duì)刻蝕結(jié)構(gòu)的使用壽命和性能具有重要意義。
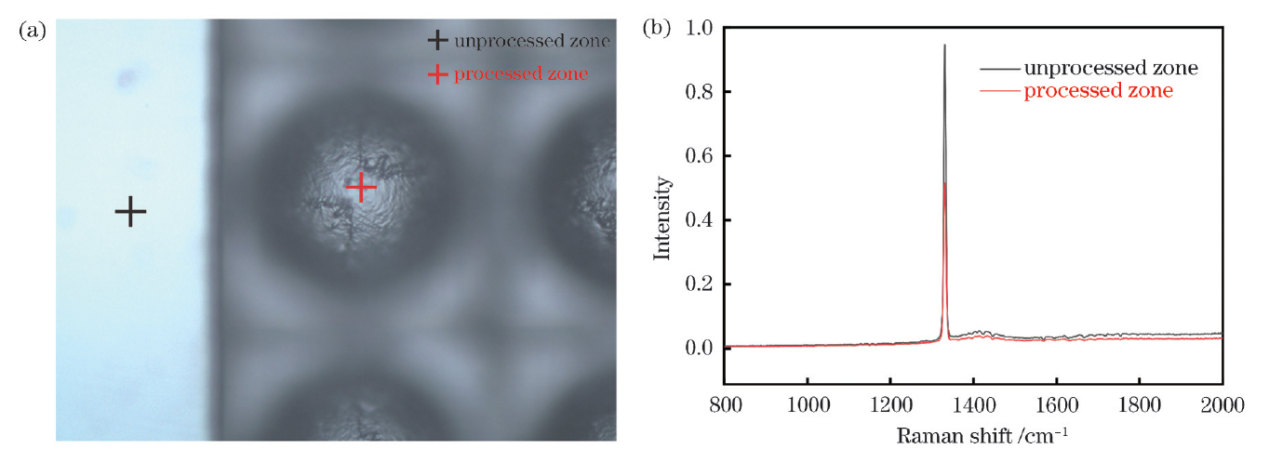
圖4 金剛石樣品不同區(qū)域的拉曼光譜分析。(a)拉曼光譜分析區(qū)域;(b)加工及未加工區(qū)域的拉曼光譜對(duì)比
三、總結(jié)與展望
本文采用5×5超快激光多焦點(diǎn)并行加工方法在金剛石表面成功制備出了圓柱、半球、金字塔和圓錐等周期性微結(jié)構(gòu)。加工的單個(gè)結(jié)構(gòu)寬度為5~100 μm,深度為10~100 μm,表面粗糙度保持在0.16 μm以下。后續(xù)超快激光并行加工單晶金剛石的工作主要聚焦于兩個(gè)方向:(1)縮小單體三維結(jié)構(gòu)的特征尺寸;(2)進(jìn)一步降低三維結(jié)構(gòu)的表面粗糙度。
參考文獻(xiàn): 中國(guó)光學(xué)期刊網(wǎng)
您好,可以免費(fèi)咨詢(xún)技術(shù)客服[Daisy]
筱曉(上海)光子技術(shù)有限公司
歡迎大家給我們留言,私信我們會(huì)詳細(xì)解答,分享產(chǎn)品鏈接給您。
免責(zé)聲明:
資訊內(nèi)容來(lái)源于互聯(lián)網(wǎng),不代表本網(wǎng)站及新媒體平臺(tái)贊同其觀點(diǎn)和對(duì)其真實(shí)性負(fù)責(zé)。如對(duì)文、圖等版權(quán)問(wèn)題存在異議的,請(qǐng)聯(lián)系我們將協(xié)調(diào)給予刪除處理。行業(yè)資訊僅供參考,不存在競(jìng)爭(zhēng)的經(jīng)濟(jì)利益。
 當(dāng)前位置:
當(dāng)前位置:
